ILMAKYTKINTEN RAKENTAMINEN
Teollisuuden jäähdytyslaitoksissa käytetyn ilmajäähdytyskelan määrä ylittää huomattavasti nestemäisten jäähdytyshöyrystimien määrän. Ennen ilman, kelan ja fysikaalisten ominaisuuksien selittämistä esitetään monen tyyppiset teollisuusjäähdytyspatterit. Ilmakelaputkien, -putkien, -levyjen, evien ja tyhjennysastian pääkomponentit.
Putki. Putket, putket, jotka sisältävät kylmäaineen. Hiiliteräksen, kuparin, alumiinin ja ruostumattoman teräksen putkien yleisimmät materiaalit. Jos ammoniakin kylmäaineena käytetään mitä tahansa neljästä materiaalista, paitsi kuparia, voidaan käyttää, ja suurimmassa osassa hiilivetyjärjestelmiä käytetään kelaa kupariputkien kanssa. Yleisimmät teräskelaputkien koot ammoniakille 3 / 4, 7 / 8 ja 1, vaikka käytetään myös 5 / 8 tuumaisia putkia. Pienissä chladone-kelaissa käytetään toisinaan 1 / 2-kupariputkia.
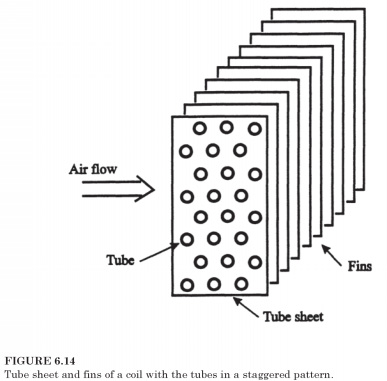
Putkilevyt. Kunkin kelan päässä raskas levy tukee putkea, jossa on reikiä, joiden läpi putki menee läpi. Kuva näistä reikistä sen määrittämiseksi, ovatko putket linjassa vai porrastettuja. Kelaelementit Kuva 1
6.14 kuvaa shakkilautakuviota putkille. Porras porraskuviolla parantaa hieman lämmönsiirtoa, mutta ilmanpaineen pienen nousun kustannuksella.
Evät voidaan levittää kiertävällä metalliliuskalla kierteellä putken ympärille ja liittämällä se sitten putkeen. Paljon todennäköisempää on kuitenkin käyttää levyä tai litteitä kylkiluita, kuten kuvassa 6.14 on osoitettu. Materiaalit, joita näihin etureunoihin on saatavana, ovat samat kuin putkille, samoin kuin tyypilliset putkien / kylkien yhdistelmät:
- kupariputki / alumiinilame halohiilivetyjen ilmajäähdytyskäämille
- alumiiniputki / alumiinisäili halogeenihiilivety- tai ammoniakkijäähdytyspatterille
- hiiliteräs, putket / hiiliteräslevy ilmajäähdytyskäämille, joka käyttää putkissa ammoniakkia, freonia, jäähdytysnesteitä tai vettä
- ruostumattomasta teräksestä valmistettu putki, ruostumattomasta teräksestä valmistettu evä, kun ilmapuolta vaaditaan erityisiä puhdistusmääräyksiä
Ruostumatonta terästä käytetään yleensä vain erittäin alhaisissa lämpötiloissa, joissa on syövyttävä ilmapiiri, tai aina, kun määräaikainen puhdistus on tarpeen. Lämmönjohtavuus on pienempi kuin hiiliteräksen, joka itsessään on noin neljäsosa alumiinin vastaavasta. Ruostumattomasta teräksestä valmistetun kelan kustannukset, ehkä viisi tai enemmän, verrattuna vastaavan kokoisen teräskelan kustannuksiin.
Erityisesti kelan soveltaminen, riippumatta siitä, tuleeko se mattaksi, määrittelee suuresti etäisyyden kylkien välillä. Ohuiden alumiinilevyjen ilmastointikelat, väli voi olla 470 m (12 evät tuumaa kohti, FPI), kun taas teollisuuskelat valmistetaan yleensä 118 158 evien / m (3 tai 4 FPI) kanssa. Kela, joka palvelee paikoissa, joissa lämpötila on alle nolla, on yleensä sävynkorkeus 118 m (3 tuumaa kohti).
Putkien liimaus. Reunojen tulee muodostaa hyvä suhde luuriin, muuten lämmön siirtymiselle ei ole ylimääräistä vastustusta ilmarakojen kautta. Teräsputkiteräs / eväkela, galvanoitu, eli prosessissa koko kela upotetaan sulaan sinkiin. Sinkki suojaa pintoja korroosiolta ja mahdollistaa myös tehokkaan yhteyden putken ja sormen välillä. Galvanoimattomien käämien putket laajenevat pääsääntöisesti kaulusreunaa vasten, jolloin saadaan tiukka istuvuus. Putket tyypillisesti laajenevat, mikä aiheuttaa karkaistua palloa akselin päässä putken läpi sen jälkeen, kun evälevyt on asetettu putkille.
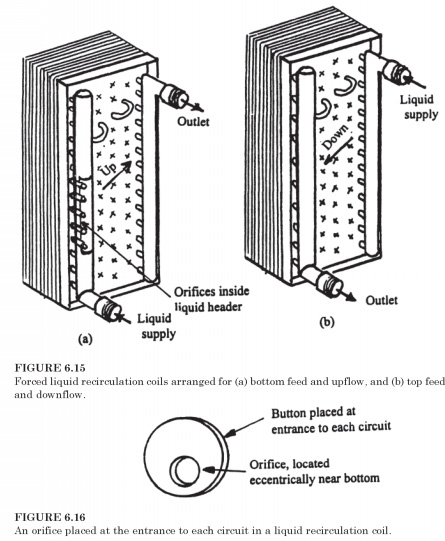
Kierrekelat. Suorien paisuntakelojen halogenohiilivetyjäähdytysaineissa jäähdytysaineen yleinen suunta virtaa ketjujen läpi hetkessä alas tulvaan kelaan toimimaan oikein, kylmäaineen virtauksen yleisen suunnan tulisi olla suunnattu ylöspäin. Käämin pakotettu nestekierrätys voidaan oikosulkea tai alhaalta ylöspäin tapahtuvana virtauksena (alarehu) tai virtauksena ylhäältä alaspäin (yläsyöttö) kuvan 6.15 mukaisesti. Käämin suunnittelija valitsee ketjun pituuden siten, että kun kylmäaine virtaa sopivalla nopeudella, virtapiiri kulkee riittävästi lämpöä kylmäaineen halutun osan höyrystämiseksi.
Reiät nestekiertokeloissa. Yksi kylmäainepiiri rullina. Kuva 6.15 koostuu kuudesta kanavasta ja takaisin kelan läpi. On olemassa useita rinnakkaisia kulkuja, ja kelan ylemmät ketjut todennäköisesti vastaanottavat riittämätöntä nestevirtausta. Jäähdytysnesteen virtauksen tasaisen jakautumisen saavuttamiseksi reikät on sijoitettu kunkin piirin sisäänkäynnille, kuten kuvan 6.15a yhteydessä on esitetty. Nämä reiät, kuten kuvassa 6.16, ovat ohuet metallilevyt, joissa on reikä. Reiät ovat pääsääntöisesti epäkeskeisesti alapuolella, jotta jäähdytyskäytön aikana lahdelle kertyvä öljy voi helpommin seurata kelasta kaasun sulatuksen aikana. Usein reikien halkaisija on suurempi ylemmille piireille kylmäaineen tasaisen jakautumisen aikaansaamiseksi.
Tyhjennä astia kelan matalan lämpötilan saavuttamiseksi. Kaikki kelat on varustettu tyhjennysastialla, koska jäähdytyskierukan normaalissa toiminnassa, joka toimii yli nollan lämpötilan, osa vesihöyrystä tiivistyy ilmasta. Tämä kondenssi tulee tyhjentämään suunnitelman ja varaamaan sopivan määränpään. Nollalämpötilan alapuolella olevat kelat on sulatettava säännöllisesti, ja jälleen tyhjennysastia on tarpeen sulan sulamisen keräämiseksi sen poistamiseksi. Tyhjennysastian tulisi olla lämmin, joten sula ei ole jäätynyt, ja kun sulatus tapahtuu kuumalla kaasulla (katso C. 6.22) lämmönlähde, saatavana lavalle. Kuvio 6.17 osoittaa, että kela sulatukseen saavuttava kuuma kaasu kulki ensin tyhjennysastiaan upotettujen putkien läpi. Kuuma kaasu tulee ensin tyhjennysastiaan, sitten se virtaa kelan läpi sulattamaan.
 .. ..
|