KONSTRUKTION AV LUFTLINJER
Antalet luftkylningsspolar som är i drift i industriella kylanläggningar överstiger avsevärt mängden flytande kylningsindunstare. Innan man förklarar luftens prestanda, spole, fysiska funktioner kommer flera typer av industriell kylspole att presenteras. Huvudkomponenterna i luftspolarrör, rör, ark, fenor och dräneringsskål.
Röret. Rör, rör som omsluter kylmedium. De vanligaste materialen som används för rör av kolstål, koppar, aluminium och rostfritt stål. Om ammoniak köldmedium är något av de fyra materialen, med undantag av koppar och kan användas, och de flesta Halokarbon-system används spole med kopparrör. De vanligaste storleken på stålrör för ammoniak 3 / 4, 7 / 8 och 1, även om 5 / 8 tum rör används. För små chladonspolar används ibland 1 / 2-i kopparrör.
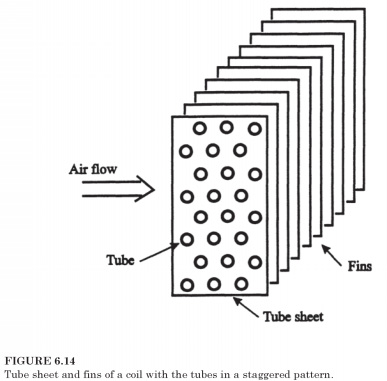
Rörark. I slutet av varje spole stöder den tunga plattan röret med hål genom vilka röret ska gå igenom. Bild av dessa hål för att bestämma om rören är in-line eller förskjutna. Spolelement Fig.
6.14 visar ett schackbrädemönster för rör. Spol med mönstrad finmönster är något förbättrad värmeöverföring, men på bekostnad av en liten ökning av lufttrycket.
Fenorna kan appliceras inslagna remsor av metall på ett spiralformat sätt runt röret och sedan klistra in det i röret. Mycket mer troligt är emellertid att använda en platta eller platta revben, såsom indikeras i fig. 6.14. Material som finns tillgängliga för dessa fenor är desamma som för rör, liksom en typisk kombination av rör / ribbor material:
- kopparrör / aluminiumfen för halokarbons luftkylningsspole
- aluminiumrör / aluminiumfen för halokarbon eller ammoniak luftkylningsspole
- kolstål, rör / kolstensfena för luftkylningsspole med ammoniak, freon, kylvätskor eller vatten i rören
- rostfritt stålrör, rostfritt stålfena, när de speciella rengöringsbestämmelserna krävs på luftsidan
Rostfritt stål används vanligtvis endast vid mycket låga temperaturer, där det är en frätande atmosfär, eller när periodisk rengöring är nödvändig. Värmeledningsförmågan hos mindre än kolstål, som i sig är ungefär en fjärdedel av aluminium. Kostnaden för rostfritt stålspole, kanske fem eller fler gånger för stålspolen av jämförbar storlek.
Applicering av spole, särskilt om det blir matt, bestämmer till stor del avståndet mellan revbenen. Luftkonditioneringsspolarna av tunna aluminiumplattor, intervallet kan vara $ 470 m (12 fenor per tum, FPI), medan de industriella spolarna är vanligtvis byggda med 118 158 fenor / m (3 eller 4 FPI). Spolservering på platser där temperaturen är under noll har som regel finhöjd 118 m (3 per tum).
Limning av finning av rör. Kanter bör bilda ett bra förhållande till handenheten, annars kommer det inte att finnas ytterligare motstånd mot värmeöverföring genom luftgap. Stålrör stål / finspole, galvaniserad, det är processen där hela spolen nedsänkt i smält zink. Zink ger skydd för ytor från korrosion och möjliggör också effektiv kommunikation mellan rör och fenor. För icke-galvaniserade spolar expanderar rören som regel mot kragefenan och ger en passform. Rören expanderar vanligtvis, vilket orsakar härdat kula på änden av axeln genom röret efter att finnplattor har placerats på rören.
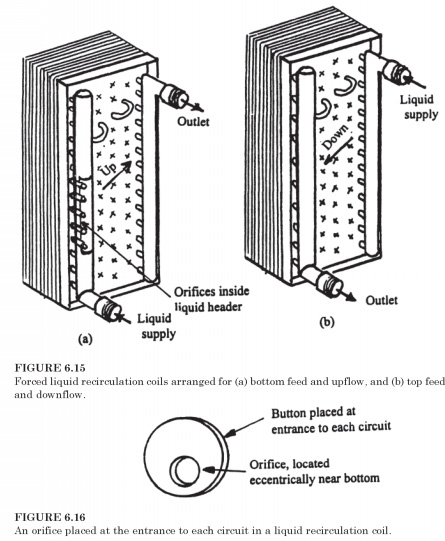
Kretsspolar. I direkta expansionsrullar Halocarbon-köldmedier, den allmänna riktningen för köldmedium flödar genom kedjorna ner på ett tag till översvämmad spole för att fungera korrekt, bör den allmänna riktningen för köldmediumflöde riktas uppåt. Tvingad vätskecirkulation av spolen kan kortslutas eller som ett botten-upp-flöde (bottenmatning) eller flöde uppifrån och ned (toppmatning), såsom visas i fig. 6.15. Spoldesignern väljer längden på kedjan, så att när köldmediet flyter med en lämplig hastighet får tillräckligt med värme som passerar genom kretsen för att förånga den önskade delen av kylmediet.
Hål i flytande återcirkulationsspolar. En köldmediekrets i rullar Fig. 6.15 består av sex passager och tillbaka genom spolen. Det finns ett antal parallella passeringar, och de övre kedjorna i spolen kommer sannolikt att få otillräckligt vätskeflöde. För att sträva efter enhetlig fördelning av flödet av kylmedium är hålen belägna vid ingången till varje krets, såsom visas i samband med fig. 6.15a. Dessa hål, som visas i fig. 6.16, tunna metallskivor med ett hål. Hål är som regel excentriskt under, så att oljan som samlas upp i bukten under kylningsoperationen lättare kan följa från spolen under gasavfrostningen. Ofta borrdiameter större för de övre kretsarna för att uppnå en jämn fördelning av köldmedium.
Tappa av pannan för låg temperatur på spolen. Alla spolar är utrustade med en dräneringsskiva, eftersom den normala driften av kylspolen, som arbetar med temperatur över noll, kondenserar en del av vattenångan ur luften. Detta kondensat kommer att tömma planen och fördela någon bekväm destination. Spolar som är under nolltemperaturer måste avfrostas regelbundet, och återigen är dräneringsskålen nödvändig för att samla smält frost för att tappa bort den. Avtappningsskålen ska vara varm, så smält frosten inte fryser, och när upptiningsmetoden sker med varm gas (se C. 6.22) värmekälla, tillgänglig för pall. Fig. 6.17 visar att den heta gasen, som når spolen för att tina upp, först passerade genom rör inbäddade i dräneringsskålen. Varm gas kommer först i avloppspannan och flödar sedan genom spolen för att avfrostas.
 .. ..
|